SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

#1 22-12-2010 22:34:58
- Štěpán
- Člen
- Registrovaný: 01-02-2008
- Příspěvky: 197
pohledový koutový svar na nerezu
Dobrý den Pánové
Prosím o radu jak dosáhnout pohledového koutového svaru na nerezu. Viděl jsem na broušeném nerezu síly 2mm koutové svary o šířce cca 0,5mm /plech-plech , plech a nerez čtyřhran 10x10mm/ Snažil jsem se o takový pohledový svar bez přídavného materiálu ale výsledky byly velmi špatné,viz foto /svar cca 2mm/ Používal jsem svářečku Casto tig 2202 ,proud 60 až 80 A ,puls se zpětným proudem 30 až 35 %a délkou pulsu 50%. Zkoušel jsem elektrody WC pruměr 1,6 a 2,4mm se špičkou broušenou na cca 1,5 násobek pruměru elekrody. Špičky jsem po broušení na brusce už dále nijak neupravoval. Při snaze o další snižování proudu jsem měl problémy se "sléváním " nataveného materiálu. Předem děkuji za radu Štěpán
url=http://www.svarforum.cz/forum/zobrobr.php?image=./uploads/303_p1020676.jpg]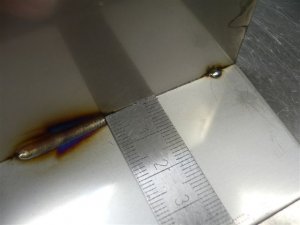 [/url]
[/url]
Editoval Štěpán (22-12-2010 23:20:07)
Offline
#2 24-12-2010 10:36:20
- jole
- Člen
- Místo: Ústí nad Labem
- Registrovaný: 26-05-2010
- Příspěvky: 547
Re: pohledový koutový svar na nerezu
Podle obrázku je do materiálu vneseno příliš tepla,zřejmě dlouhý oblouk.Při správném nastavení a postupu a správné plynové ochraně nesmí být takto široké zabarvené pásmo.V ideálním stavu je svar i blízké okolí zabarveno žlutě,případně mírně do hněda.Je potřeba naostřit elektrodu nejlépe 1,6 mm do ostrého úhlu ( kolem 15° ),vést co nejkratší oblouk a proud pro sílu materiálu do 2 mm nejvýše 60 A.Rychlost vedení hořáku musím být taková, aby se materilál sléval,ale již dále nepřehříval.Rychlého slévání se dosáhne právě co nejratším obloukem.Při koutovém svaru se toho dosáhne nejlépe tak,že se zkusmo položí hubice do rohu svařence a elekroda se vysune tak daleko,aby zůstala mezera několik desetin mm od materiálu.Pouze tedy tolik,aby při slití materiálu zůstala ještě malá mezera,zamezující kontaktu mezi elektrodou a svarovou lázní.Při zapálení oblouku se potom lehce táhne hubíce po základním materiálu a svár by měl být po dokončení velice úzký a jenom slabě zabarvený.Je to však také otázka cviku.A pulz nebo délku pulzu bych v tomto případě, kdy se nepřidává přídavný drát,neřešil.Hodně úspěchů Jole.
Offline
#3 24-12-2010 18:35:58
- welder
- Člen
- Registrovaný: 03-04-2010
- Příspěvky: 20
Re: pohledový koutový svar na nerezu
jole napsal(a):
Podle obrázku je do materiálu vneseno příliš tepla,zřejmě dlouhý oblouk.Při správném nastavení a postupu a správné plynové ochraně nesmí být takto široké zabarvené pásmo.V ideálním stavu je svar i blízké okolí zabarveno žlutě,případně mírně do hněda.Je potřeba naostřit elektrodu nejlépe 1,6 mm do ostrého úhlu ( kolem 15° ),vést co nejkratší oblouk a proud pro sílu materiálu do 2 mm nejvýše 60 A.Rychlost vedení hořáku musím být taková, aby se materilál sléval,ale již dále nepřehříval.Rychlého slévání se dosáhne právě co nejratším obloukem.Při koutovém svaru se toho dosáhne nejlépe tak,že se zkusmo položí hubice do rohu svařence a elekroda se vysune tak daleko,aby zůstala mezera několik desetin mm od materiálu.Pouze tedy tolik,aby při slití materiálu zůstala ještě malá mezera,zamezující kontaktu mezi elektrodou a svarovou lázní.Při zapálení oblouku se potom lehce táhne hubíce po základním materiálu a svár by měl být po dokončení velice úzký a jenom slabě zabarvený.Je to však také otázka cviku.A pulz nebo délku pulzu bych v tomto případě, kdy se nepřidává přídavný drát,neřešil.Hodně úspěchů Jole.
súhlasím a ešte by som pripomenul správne vyregulovanie ochranného plynu- veľké množstvo príliš rýchlo ochladzuje taveninu, plechy musia byť dobre ustavené bez medzery a pevne stiahnuté aby sa vplyvom zvárania neodťahovali od seba
Offline
#4 24-12-2010 20:06:46
- Štěpán
- Člen
- Registrovaný: 01-02-2008
- Příspěvky: 197
Re: pohledový koutový svar na nerezu
Dobrý den pánové
Velice vám děkuji za rady. Při svařování jsem se snažil nastavit vysunutí elektrody přesně způsobem jaký popisujete ale na vzálenost o něco menší než byl použitý průměr elektrody . V tom byla jedne z chyb, dlouhý oblouk a ještě k tomu jsem měl elektrodu nabroušenou na cca 35 stupňů / 1,5 násobek průměru elektrody při vrcholovém úhlu 15 stupňů který doporučujete bude délka špičky někde na 3,6 násobku / nějakých 5,8 mm /Proto jsem měl zřejmě tak široký závar. Ještě jednou děkuji a jakmile se dostanu do dílny tak to hned vyzkouším. Štěpán
Offline
#5 31-12-2010 11:19:57
- romann12
- Člen
- Registrovaný: 05-03-2008
- Příspěvky: 117
Re: pohledový koutový svar na nerezu
to Štěpán:Jakým způsobem by jsi to chtěl vyčistit,aby to zůstalo jako pohledový svár. Ono to bude větší problém,jako samotné svaření.
Offline
#6 31-12-2010 12:36:13
- Štěpán
- Člen
- Registrovaný: 01-02-2008
- Příspěvky: 197
Re: pohledový koutový svar na nerezu
Dobrý den pánové
Včera jsem zkoušel využít vašich rad při pokusu o vytvoření úzkého koutového svaru na nerezu. Musím ale přiznat ,že uspokojivých výsledků jsem nedosáhl. Je pravdou ,že při nabroušení elektrody na cca 15 stupňů
a udržování kratšího oblouku jsem byl schopen za použití nižších proudů vytvořit o něco málo užší závar který se ale stále pohyboval někde kolem 1,5 mm a pravidelný taky moc nebyl. Asi to bude v neschopnosti svářeče.
to romann 12 : Svary jsem chtěl vyčistit pouze chemicky , tak jak jsem to viděl na výrobcích ,kde pravidelný svár šířky cca 0,5 nepůsobyl téměř vůbec rušivě.
Offline
#7 31-12-2010 14:05:55
- jole
- Člen
- Místo: Ústí nad Labem
- Registrovaný: 26-05-2010
- Příspěvky: 547
Re: pohledový koutový svar na nerezu
Já si myslím,že s takovýmto svarem už bys měl být spokojen.Podle mne mu není již co vytknout.Užší housenky už asi nedosáhneš.Záleží také na zdroji.Pro užší housenku by bylo potřeba snížit napětí,ale to se u většiny svařovacích zařízeni nedá ovlivnit.Jole.
Offline
#8 31-12-2010 14:40:08
- romann12
- Člen
- Registrovaný: 05-03-2008
- Příspěvky: 117
Re: pohledový koutový svar na nerezu
Trochu většího efektu by ještě šlo dosáhnout při použizí pulsu,ale i tak je to dobrý.Chce to zkoušet,jak to půjde nejlíp
Offline
#9 31-12-2010 17:59:44
- jirkati
- Moderator

- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4573
Re: pohledový koutový svar na nerezu
Myslím, že už o mnoho lepšího sváru při ručním svařování nedosáhnete. Tenhle svár už je velice pěkný a po vyčištění pastou na nerez to bude paráda.
Offline
#10 02-01-2011 13:05:16
- romann12
- Člen
- Registrovaný: 05-03-2008
- Příspěvky: 117
Re: pohledový koutový svar na nerezu
Předpokládám,že na druhé fotce je svár již očištěný. Zabarvení není skoro poznat.
Offline
#11 13-01-2011 15:52:59
- peton
- Člen
- Registrovaný: 30-09-2010
- Příspěvky: 25
Re: pohledový koutový svar na nerezu
Dovolil by som si doplniť pár drobností pre zváranie TIG : zváranie nerezových ocelí robiť jednosmerným prúdom s priamou polaritou, tj. s elektródou zapojenou na záporný pól ( DC-). Ak chceme mať dobrú kontrolu nad privádzaným teplom, použijeme pulzné zváranie. Má výhodu hlavne pri zváraní tenkých plechov. Na určenie veľkosti zváracieho prúdu sa používa hodnota 30 až 40 A na každý milimeter hrúbky zváraného materiálu(záleží od rýchlosti a šikovnosti zvárača). Elektródy vždy brúsiť pozdĺžne. Čím ostrejší uhol špičky, tým menšia plocha natavenia. Všetko je len otázkou tréningu a cviku.
Offline
#12 04-09-2013 20:54:17
- ceslik
- Člen
- Registrovaný: 04-09-2013
- Příspěvky: 6
Re: pohledový koutový svar na nerezu
Svar jde slít podle mně lépe i při 150A.ampery,podle mně nehrajou vůbec žádnou velkou roli.spíš jde o praxi,šikovnost a rychlost svářeče.
Offline
#13 05-09-2013 17:33:57
- Warlockvw
- Člen

- Registrovaný: 03-08-2009
- Příspěvky: 717
Re: pohledový koutový svar na nerezu
zobre 1 mm drat a drz ho v kupeli a pohybuj dopredu dozadu,tak ako pri Co-čku...alebo 1.6 a kvapkaj ho ako hlinik,budes robit tzv.lupene...samozrejme pre obidva spôsoby je podmienka pevna lahka ruka a cit-ciže treba to vediet.
Tak jak pise Ceslik,je to o sikovnosti zvaraca,da sa to vypalit aj na 150A a bude to biele alebo zlate...
Editoval Warlockvw (05-09-2013 17:37:06)
Offline
#14 05-09-2013 17:58:38
- ceslik
- Člen
- Registrovaný: 04-09-2013
- Příspěvky: 6
Re: pohledový koutový svar na nerezu
Tak,tak vše je o šikovnosti svářeče a hlavně nesmí,někde zaspat a dobře slít spíše vrchní materiál a přenést ho na spodní.
Offline
#15 06-09-2013 20:30:13
- Unihero
- Člen
- Registrovaný: 14-06-2010
- Příspěvky: 707
Re: pohledový koutový svar na nerezu
Warlockvw napsal(a):
zobre 1 mm drat a drz ho v kupeli a pohybuj dopredu dozadu,tak ako pri Co-čku...alebo 1.6 a kvapkaj ho ako hlinik,budes robit tzv.lupene...samozrejme pre obidva spôsoby je podmienka pevna lahka ruka a cit-ciže treba to vediet.
Tak jak pise Ceslik,je to o sikovnosti zvaraca,da sa to vypalit aj na 150A a bude to biele alebo zlate...
Warlockovi se to povídá...
zrovna ten co s hořákem TIG spí ![]() a nemůže se od něj odtrhnout.
a nemůže se od něj odtrhnout.
Offline
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2025
Doporučujeme: Dětské montérky a maskáče