SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

#1 03-12-2007 01:18:34
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
kořen u hliníkového sváru
svařuji nerez 10 let tigem,plechy od 0,6-08-1,5 max.,takže nějakou zkušenost mám,teď sem přibral svařování AL plechů 2 mm,housenku mám pěknou,ale kořen je mizerný,vypadá jak lidskej zadek,je to sice provařený ale nevzhledný,zkoušel jsem vybrousit Véčko,nechával jsem si mezeru mezi plechy,pořád to není ono.
můžete mi někdo poradit,jak dosáhnout,aby kořen vypadal obdobně jako hlava sváru.používám svářečku Fronius magic wave 2200.
ještě jedna otázka,je nějaké pravidlo u hliníku,síla materiálu= síla přídavného drátu?děkuji
Offline
#2 03-12-2007 16:32:56
- Zelenej
- Člen
- Místo: Humpolec
- Registrovaný: 08-05-2007
- Příspěvky: 176
Re: kořen u hliníkového sváru
Ahoj u hliníku je potřeba v kořeni zlehka srazit hranku potom by to mělo být provařený... až tak často hliník nesvařuju ale tohle mi kdysi dávno někdo doporučil.. a opravdu to fungovalo..
Offline
#3 03-12-2007 16:33:11

Re: kořen u hliníkového sváru
bystřické napsal(a):
svařuji nerez 10 let tigem,plechy od 0,6-08-1,5 max.,takže nějakou zkušenost mám,teď sem přibral svařování AL plechů 2 mm,housenku mám pěknou,ale kořen je mizerný,vypadá jak lidskej zadek,je to sice provařený ale nevzhledný,zkoušel jsem vybrousit Véčko,nechával jsem si mezeru mezi plechy,pořád to není ono.
můžete mi někdo poradit,jak dosáhnout,aby kořen vypadal obdobně jako hlava sváru.používám svářečku Fronius magic wave 2200.
ještě jedna otázka,je nějaké pravidlo u hliníku,síla materiálu= síla přídavného drátu?děkuji
Tomu se nedivte. Al není ocel ![]() . To vše je otázkou praxe. Také záleží na poloze svařovaných dílů. Na čistotě svařovaných míst. (Minimálně okartáčování nerez kartáčem je nutností). Rovněž na chem. složení svařovaného materiálu. Je rozdíl svařovat čistý hliník anebo jeho slitiny, kupř. AlMg 5. V neposlední řadě bych doporučil dokonalé odmaštění povrchu vykoupáním v horké lázni zředěného louhu sodného (NaOH), následně opláchnout v horké vodě, potom ve studeném slabém roztoku kyseliny dusičné a následný oplach horkou vodou.
. To vše je otázkou praxe. Také záleží na poloze svařovaných dílů. Na čistotě svařovaných míst. (Minimálně okartáčování nerez kartáčem je nutností). Rovněž na chem. složení svařovaného materiálu. Je rozdíl svařovat čistý hliník anebo jeho slitiny, kupř. AlMg 5. V neposlední řadě bych doporučil dokonalé odmaštění povrchu vykoupáním v horké lázni zředěného louhu sodného (NaOH), následně opláchnout v horké vodě, potom ve studeném slabém roztoku kyseliny dusičné a následný oplach horkou vodou.
Tím získáte absolutně čistý povrch aluminia a svařování je mnohem snadnější a průvar vzhlednější.
Síla materiálu versus průměr svařovacího drátu - samozřejmě, že pro svařování 2mm plechu bych použil průměr přídavného materiálu tak 2.5 mm max. 3.25 mm. Důležitá je i čistota Argonu, doporučuji 99,99% a celkový stav TIG hořáku i velikost použité hubice. Také je dobré si ''pohrát'' s vyvážením period AC proudu. (Nejlépe vyzkoušet na kouscích plechů stejné síly a jakosti). Lze tím dosáhnout různých čistících vlastností oblouku i stupeň provaření materiálu. Jinak ale na 2mm plechu doporučuji, tam kde lze, použít lemový svár bez přídavného materiálu.
Offline
#4 03-12-2007 17:01:52

Re: kořen u hliníkového sváru
Na ten hliník bych použil elektrodu 2,4 mm přídavný materiál stejného složení jako základní materiál 2,0 - 2,4mm. Elektrodu nabrousit do špičky. Někde na stroji by měla být funkce nastavení průměru elektrody. To neznamená, že se se to rovná průměru, který máš v hořáku, ale jak velké zakulacení to na ní udělá. Klidně si nastav 1mm. Oblouk je pak ostřejší a není to takové koště. Pokud to později bude hůře zapalovat, znamená to , že to zakulacení má větší průměr. Vyřešíš to přebroušením elektrody nebo nastavením většího průměru. U našich zdrojů se ta funkce jmenuje Fuzzy Logic, možná, že to Fronius má pojmenované stejně. Na tom plechu sraž jen trochu spodní hrany, jak psal Zelenej, tím se vyvaruješ té podelné rýze uprostřed kořene. Žádné véčko ani žádnou mezeru do 3mm síly plechu není potřeba dělat. Proud na tu dvojku plech cca 70 - 80 A, podle toho jak máš rychlou ruku. Na začátku sváru to chce chvíly počkat až se vytvoří "zrcátko" a materiál se začne mírně propadat pak přidat drát. No a pak cvičit a cvičit a cvičit..........................................
Offline
#5 04-12-2007 00:18:54
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
Frank napsal(a):
bystřické napsal(a):
svařuji nerez 10 let tigem,plechy od 0,6-08-1,5 max.,takže nějakou zkušenost mám,teď sem přibral svařování AL plechů 2 mm,housenku mám pěknou,ale kořen je mizerný,vypadá jak lidskej zadek,je to sice provařený ale nevzhledný,zkoušel jsem vybrousit Véčko,nechával jsem si mezeru mezi plechy,pořád to není ono.
můžete mi někdo poradit,jak dosáhnout,aby kořen vypadal obdobně jako hlava sváru.používám svářečku Fronius magic wave 2200.
ještě jedna otázka,je nějaké pravidlo u hliníku,síla materiálu= síla přídavného drátu?děkujiTomu se nedivte. Al není ocel
. To vše je otázkou praxe. Také záleží na poloze svařovaných dílů. Na čistotě svařovaných míst. (Minimálně okartáčování nerez kartáčem je nutností). Rovněž na chem. složení svařovaného materiálu. Je rozdíl svařovat čistý hliník anebo jeho slitiny, kupř. AlMg 5. V neposlední řadě bych doporučil dokonalé odmaštění povrchu vykoupáním v horké lázni zředěného louhu sodného (NaOH), následně opláchnout v horké vodě, potom ve studeném slabém roztoku kyseliny dusičné a následný oplach horkou vodou.
Tím získáte absolutně čistý povrch aluminia a svařování je mnohem snadnější a průvar vzhlednější.
Síla materiálu versus průměr svařovacího drátu - samozřejmě, že pro svařování 2mm plechu bych použil průměr přídavného materiálu tak 2.5 mm max. 3.25 mm. Důležitá je i čistota Argonu, doporučuji 99,99% a celkový stav TIG hořáku i velikost použité hubice. Také je dobré si ''pohrát'' s vyvážením period AC proudu. (Nejlépe vyzkoušet na kouscích plechů stejné síly a jakosti). Lze tím dosáhnout různých čistících vlastností oblouku i stupeň provaření materiálu. Jinak ale na 2mm plechu doporučuji, tam kde lze, použít lemový svár bez přídavného materiálu.
Kupuji hliník ALMG 5 a nechávám si ho potahovat ochranou fólií,fólii odstraňuji až po nastříhání,těsně před svařováním,pokud je hliník znečištěný v místě svaru ho lehce škrábnu lamelovým kotoučem na nerez,používal jsem spešl plyn Alummaxx,ale byl drahý,teď tam mám Argon technický 4,6,procenta jsem na flašce nenašel.
vnitřní průměr hořáku mám 5 mm,červenou elektrodu 2,4 mm vystrčenou 1 až 2 mm cca
lemový sváry dělám bez problémů u nerezu bez přídavného materiálu u plechu 0,8 v délce od 20 do 90 cm,koutový v délkách 30 cm-3,20 m,většinou bez přídavného materiálu,ale u hliníku budu muset trénovat,třeba už další plechy půjdou bez problémů.
Offline
#6 04-12-2007 00:59:19
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
Petr napsal(a):
Na ten hliník bych použil elektrodu 2,4 mm přídavný materiál stejného složení jako základní materiál 2,0 - 2,4mm. Elektrodu nabrousit do špičky. Někde na stroji by měla být funkce nastavení průměru elektrody. To neznamená, že se se to rovná průměru, který máš v hořáku, ale jak velké zakulacení to na ní udělá. Klidně si nastav 1mm. Oblouk je pak ostřejší a není to takové koště. Pokud to později bude hůře zapalovat, znamená to , že to zakulacení má větší průměr. Vyřešíš to přebroušením elektrody nebo nastavením většího průměru. U našich zdrojů se ta funkce jmenuje Fuzzy Logic, možná, že to Fronius má pojmenované stejně. Na tom plechu sraž jen trochu spodní hrany, jak psal Zelenej, tím se vyvaruješ té podelné rýze uprostřed kořene. Žádné véčko ani žádnou mezeru do 3mm síly plechu není potřeba dělat. Proud na tu dvojku plech cca 70 - 80 A, podle toho jak máš rychlou ruku. Na začátku sváru to chce chvíly počkat až se vytvoří "zrcátko" a materiál se začne mírně propadat pak přidat drát. No a pak cvičit a cvičit a cvičit..........................................
jak už jsem psal ,mám tam elektrodu 2,4 mm,používal jsem 1,6 ale přehřívala se a rychle se strácela,na svářečce se nastavuje průměr elektrody,má to funkci lidově řečeno zabroučení elektrody,ale většinou si je brousím sám,když je potřeba,lze nastavit předfuky,dofuky,náběh,hlavní proud,závěrný proud,toto všechno ovládám.
je jedna věc se kterou si nejsu jistej u hliníku je funkce Balance,dá se nastavovat od 0-nuly do -5 a + 5,potřeboval bych poradit kdy používat + a kdy mínus,v manuálu je doslova toto:
-5 nejvyšší odtavný výkon,nejnižší čistící účinek
+5 nejvyšší čistící účinek,nejnižší odtavný výkon
to lze nastavovat od nuly po desetinách až po + 5,0 a -5,0
takže co tam mám dát pro svařování lemových a koutových svarů
zkoušel jsem to vařit na 80 A s dvojkou drátem,bylo to hrozně pomalé,moje ruka je rychlá,125 A + 4 mm přídavný drát,výsledek nebyl pěkný ani navrchu ani dole,u dalšího jsem startoval se 120 A a po pár centimetrech jsem při svařování ubral,mám ovladač na hořáku,ale kořen byl furt špatný.
Offline
#7 04-12-2007 06:49:19
Re: kořen u hliníkového sváru
S tou péčí o čistotu povrchu před svařováním, jak jste popsal, by to bylo OK. S tím označením čistoty Argonu - zřejmě existuje několik způsobů značení čistoty. Prostě pro svařování materiálů, které jsou za vysokých teplot obzvláště reaktivní, jako hořčík, hliník, titan ap. je nejlepší použít té nejvyšší čistoty argonu.
Ta funkce AC Balance ovlivňuje kladnou, nebo zápornou půlvlnu střídavého proudu. V případě, že nastavíte delší + a zmenšenou mínus, bude se vyvíjet více tepla na wolframu, je zlepšený čistící účinek, ale menší průvar. S tím je potřeba si pohrát, takto od PC Vám moc neporadím. Já obvykle svařoval se svářečkami Hobart, Miller, AIRCO a Lincoln, a mohu sdělit, že u každé bylo nutno jiného nastavení.
Průměr hubice hořáku bych u hliníku volil rozhodně větší, než 5mm. (Širší pokrytí svarového místa je u hliníku důležité, já používal průměr hubice 12mm na hořáku Weldcraft HW25 s výborným výsledkem). Rovněž průtok plynu volit přesně podle doporučení pro ten který hořák. Příliš veliký průtok může strhávat sebou okolní vzduch do tavného místa. Příliš nízký je snadno odvanut z místa svařování. Ale to jsou základní pravidla ![]() . Elektroda 2,4 červené označení je v daném případě OK. Tedy bíle označená je pro Al lepší. To se vše podá....
. Elektroda 2,4 červené označení je v daném případě OK. Tedy bíle označená je pro Al lepší. To se vše podá.... ![]()
Editoval Frank (04-12-2007 06:59:00)
Offline
#8 04-12-2007 17:41:23
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
Frank napsal(a):
S tou péčí o čistotu povrchu před svařováním, jak jste popsal, by to bylo OK. S tím označením čistoty Argonu - zřejmě existuje několik způsobů značení čistoty. Prostě pro svařování materiálů, které jsou za vysokých teplot obzvláště reaktivní, jako hořčík, hliník, titan ap. je nejlepší použít té nejvyšší čistoty argonu.
Ta funkce AC Balance ovlivňuje kladnou, nebo zápornou půlvlnu střídavého proudu. V případě, že nastavíte delší + a zmenšenou mínus, bude se vyvíjet více tepla na wolframu, je zlepšený čistící účinek, ale menší průvar. S tím je potřeba si pohrát, takto od PC Vám moc neporadím. Já obvykle svařoval se svářečkami Hobart, Miller, AIRCO a Lincoln, a mohu sdělit, že u každé bylo nutno jiného nastavení.
Průměr hubice hořáku bych u hliníku volil rozhodně větší, než 5mm. (Širší pokrytí svarového místa je u hliníku důležité, já používal průměr hubice 12mm na hořáku Weldcraft HW25 s výborným výsledkem). Rovněž průtok plynu volit přesně podle doporučení pro ten který hořák. Příliš veliký průtok může strhávat sebou okolní vzduch do tavného místa. Příliš nízký je snadno odvanut z místa svařování. Ale to jsou základní pravidla
díky za odpověď,zkusím dát větší hubici,průtok mám zhruba na 15 L,tak uvidím co se bude dít,snad nato přijdu.
Offline
#9 04-12-2007 18:17:42
Re: kořen u hliníkového sváru
Čistota argonu: 4.6 - čtyřka znamená počet devítek a následuje šestka
příklad- 4.6 = čistotě 99,996% Argonu
4.8 = 99,998% Argonu
5.0 = 99,999% Argonu
Poznámka: TIG není o rychlosti, ale o trpělivosti.
Ten plyn uber na polovinu.
Vhodnější je čistý wolfram bez příměsí označení zelená barva.
Editoval Petr (04-12-2007 18:29:32)
Offline
#10 04-12-2007 19:12:42
Re: kořen u hliníkového sváru
Petr napsal(a):
Čistota argonu: 4.6 - čtyřka znamená počet devítek a následuje šestka
příklad- 4.6 = čistotě 99,996% Argonu
4.8 = 99,998% Argonu
5.0 = 99,999% Argonu
Díky za tabulku. Mně to vaše(Evropské) značení dosud nebylo jasné ![]() . Tady v zámoří je vše poněkud odlišné, jak použití metrické soustavy, tak i ostatního, včetně značení materiálů. Ale praktické svařování určitě bude totožné.
. Tady v zámoří je vše poněkud odlišné, jak použití metrické soustavy, tak i ostatního, včetně značení materiálů. Ale praktické svařování určitě bude totožné.![]()
Offline
#11 05-12-2007 00:45:42
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
Petr napsal(a):
Čistota argonu: 4.6 - čtyřka znamená počet devítek a následuje šestka
příklad- 4.6 = čistotě 99,996% Argonu
4.8 = 99,998% Argonu
5.0 = 99,999% Argonu
Poznámka: TIG není o rychlosti, ale o trpělivosti.
Ten plyn uber na polovinu.
Vhodnější je čistý wolfram bez příměsí označení zelená barva.
doteď jsem používal barvu zelenou,kamarád mi doporučil červenou,nebo zlatou,zkusím se vrátit zpět na zelenou,plyn zredukuji na polovinu cca 8 L
potom všem jsem zvědav,jak se to bude chovat.
Offline
#12 05-12-2007 06:54:18
Re: kořen u hliníkového sváru
bystřické napsal(a):
doteď jsem používal barvu zelenou,kamarád mi doporučil červenou,nebo zlatou,zkusím se vrátit zpět na zelenou,plyn zredukuji na polovinu cca 8 L
potom všem jsem zvědav,jak se to bude chovat.
Já bych k tomu ještě dodal toto:
V podstatě není vhodné používat stejný druh W elektrody pro svařování oceli i aluminia. Nedoporučuje se zásadně používat thoriované elektrody pro AC proud. Pro AC lze kromě čisté W elektrody použít s úspěchem zirkoniovanou. (Neznám tamní barevné označení).
Podstatou je dodržet toto pravidlo:
Zvolit správný druh a průměr elektrody, zvolit správnou velikost hubice a průtoku plynu. Těch 8L by mohlo být OK. AC Balance na mašině nastavit tak, aby se během svařování samo utvořilo kulové zakončení elektrody. Když se začne tvořit ''koště'', přidat AC +. Jakmile začne mít elektroda tendenci se přehřívat až ukapávat, nutno přidat AC minus. Obvykle vhodné nastavení je mezi 20 - 35% na kladné půlvlně. Záleží na síle proudu a tloušťce svařovaných předmětů.
Editoval Frank (05-12-2007 07:02:02)
Offline
#13 05-12-2007 08:38:55
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
kdysi jsem si postěžoval kamarádovy,než se to naučím to zas bude hromada plechu,dělal jsem si legraci,dnes už vím,že to zas taková sranda nebude pro dosažení parádního výsledku,ta svářečka to umí,takže budu muset jedno odpoledne nastříhat pásky,sednout a zkoušet a zkoušet,každopádně,bez těchto informací z tohoto fóra,by to bylo tápání ve tmě, díky
Offline
#14 05-12-2007 09:19:42

Re: kořen u hliníkového sváru
Ještě bych se vrátil k tomu jak píše Zelenej. To sražení spodní hrany je u silnějších hliníkových materiálů opravdu důležité: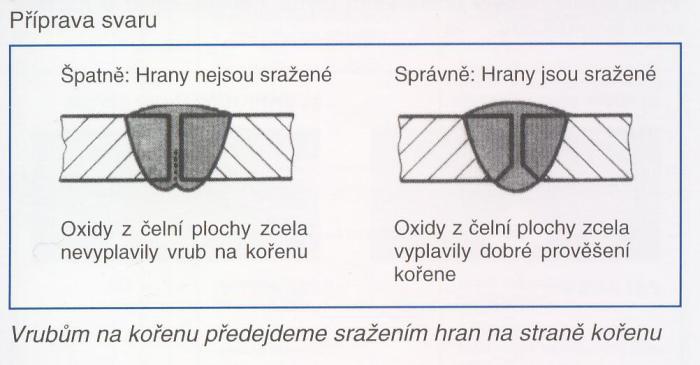
Ale původní dotaz byl na 2mm plechy, takže to asi není řešení. K výše uváděným radám ostatních bych snad jen doplnil možnost ochrany kořene Argonem. Používáme to ve svářečské škole při svařování tenkých Al i nerez plechů. Máme na to speciální vaničku, která se napouští plynem. Pomáhá to. Ale malý zkušební vzorek a reálný svařenec jsou rozdílné věci, takže se musí vyřešit jak to technicky provádět. A taky je to dosti drahé řešení, vzhledem k ceně Argonu.
Offline
#15 05-12-2007 09:36:09
Re: kořen u hliníkového sváru
admin napsal(a):
K výše uváděným radám ostatních bych snad jen doplnil možnost ochrany kořene Argonem. Používáme to ve svářečské škole při svařování tenkých Al i nerez plechů. Máme na to speciální vaničku, která se napouští plynem. Pomáhá to. Ale malý zkušební vzorek a reálný svařenec jsou rozdílné věci, takže se musí vyřešit jak to technicky provádět. A taky je to dosti drahé řešení, vzhledem k ceně Argonu.
To je správná poznámka. To opravdu pomáhá. Při svařování např. Titanu je to dokonce nutnost pro nejlepší výsledek. (ostatně tam je pro nejkvalitnější výsledek vhodné svařovat celý předmět pod Argonem). Rovněž tento způsob je běžný při opravdu jakostním svařování potrubí. Argonem se naplní a mírně profukuje vnitřek trubky a kořen je po svařování tímto způsobem absolutně perfektní a nezoxidovaný.
Offline
#16 05-12-2007 22:32:54
- bystřické
- Člen
- Registrovaný: 03-12-2007
- Příspěvky: 9
Re: kořen u hliníkového sváru
admin napsal(a):
Ještě bych se vrátil k tomu jak píše Zelenej. To sražení spodní hrany je u silnějších hliníkových materiálů opravdu důležité:
http://www.svarforum.cz/forum/img/svaryal.jpg
Ale původní dotaz byl na 2mm plechy, takže to asi není řešení. K výše uváděným radám ostatních bych snad jen doplnil možnost ochrany kořene Argonem. Používáme to ve svářečské škole při svařování tenkých Al i nerez plechů. Máme na to speciální vaničku, která se napouští plynem. Pomáhá to. Ale malý zkušební vzorek a reálný svařenec jsou rozdílné věci, takže se musí vyřešit jak to technicky provádět. A taky je to dosti drahé řešení, vzhledem k ceně Argonu.
tak jsem to dnes odpoledne zkoušel,nastříhal jsem si plechy,koupil jsem spešl brusný kotouč na hliník,kterým jsem srazil hrany,funguje to,kořen tam je,protože jsem utoho trochu labóroval,je někde slušný,někde silnější ale je tam,protože 99,8% mé práce je svařování nerezu,mám zkušenosti s podfukem,dokonce na sváry,které chci dělat v hliníku mám přípravky s podfukem,takže už se těším,jak to vyzkouším.
dále jsem zkoušel svár koutový,ale né uvnitř koutu,vně koutu 90 stupňů,materiál jsem si připravil stejně,zavařil jsem kousek,podíval jsem se na kořen,špatný,tak jsem to nechal trochu víc propadat,kořen nic moc,je při přípravě materiálu na tento druh sváru nějaká jiná vychytávka.
další věc kterou sem zkoušel,svařit dva plechy bez přídavného drátu,u nerezu to dělám běžně,u hliníku jsem měl hlavu sváru propadlou tak o jeden mm,kořen dobrý,chci se zeptat,musím místo svaru podložit,nebo to vyřeší podfuk a podrží mi svár.
ceny za plyn+ pronájem lahve je vysoký,ale chci mít výrobek kvalitně svařený,nemůžu si dovolit něco vyrobit a ono se to rozláme,tím,že jsem vlastně stáhl foukání plynu na polovinu,můžu z té druhé ušetřené půlky,půlku pustit do podfuku.
Offline
#17 27-02-2009 14:48:29
- migas
- Člen
- Registrovaný: 27-02-2009
- Příspěvky: 4
Re: kořen u hliníkového sváru
A ještě k tomu tématu svařím i měď s fe,a nerez s Fe
Offline
#18 15-03-2009 13:03:59
- oldas
- Člen

- Registrovaný: 10-12-2008
- Příspěvky: 85
Re: kořen u hliníkového sváru
pro Migase
už jsi se naučil s migatronicem Pi 320.
Podělíš se o zkušenosti s nastavením pro hliník ?
Offline
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče